
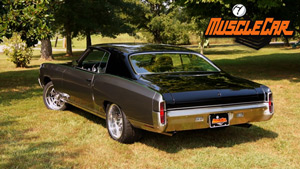











MuscleCar Builds









Want more content like this?
Join the PowerNation Email NewsletterParts Used In This Episode
Afco Racing Products
12" coilover spring 200#, 12"coilover spring 325#.
Afco Racing Products
Control arm fabrication kits with ball joints.
Afco Racing Products
Torque link.
G-Force Racing
SUPER T-10.
Momar Injection
Fuel injection setup, throttle bodies and manifold, pumps and regulators by Weldon and controller made by Big Stuff 3, Gen3 Pro Sefi, Eagle rotating assembly, ARP fasteners, Roush cylinder heads, JE pistons, Crower cam rocker arms and pushrods.
Nitro-Plate
NitroPlate Bright is a highly polished aluminum ceramic coating capable of withstanding 1300 degrees. NitroPlate Bright is perfect for headers that see high heat but can also be used on a number of items such as intake manifolds, brake rotors, rear end housings, control arms, brackets, wheelie bars, and hood hinges.
Painless Performance
12 circuit FORD harness, split sleeving.
Performance Friction
Racing set up custom made from our spindle design.
Performance Friction
Rear setup, custom for our quick change rearend.
Safe Craft
`5 LB. system with pull cable and three nozzles.
Tiger Quick Change Rearends
Quick change rearend, axles and gears, no hubs.



